


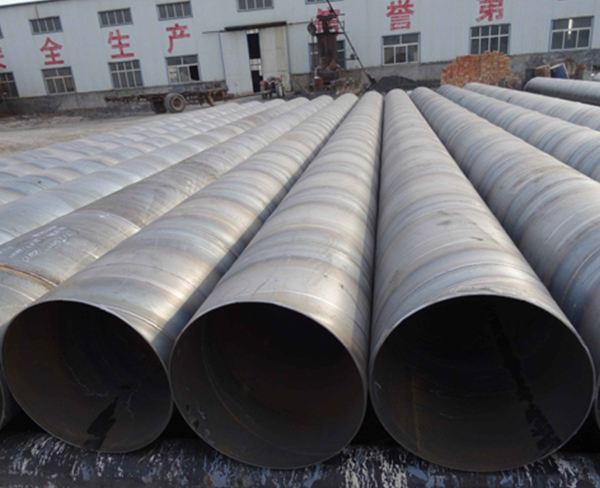

螺旋管氣孔產生的原因:在熱加工過程中,由于低熔點材料的凝固收縮和氣體釋放產生的間隙,鋼不能被焊接,根據其分布的基本情況,可分為管理中心型和一般松散型兩種。螺旋管冷拔時,由于熱軋管坯有裂紋或高精度冷拔管制成油缸后等缺點,在操作過程中出現的裂紋,比較裂紋,幾乎沒有發生塑性變形,通常是脆性開裂。 螺旋鋼管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕。






禁止在螺旋鋼管垛位四周存放對鋼材有侵蝕作用的物品;螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形;同種材料按入庫先后分別堆碼。在高強度冷拔螺旋管發生低應力脆裂的過程中,看焊接鋼管,材料的紋理遠非均勻和各向同性。 螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。

露天堆放的螺旋鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形。螺旋管在冶煉或熱加工過程中,由于某些因素的影響,鋼的內部或表面有缺陷, 嚴重影響材料或產品質量的,有時會導致材料或產品報廢。成批生產的螺旋鋼管在出廠前好抽樣進行試驗性熱處理和粗加工,盡可能在螺旋鋼管廠內發現潛在的螺旋鋼管缺陷,以便及早采取必要的補救指施。

本網站全力支持關于《中華人民共和國廣告法》實施的“違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





