



不銹鋼法蘭的加工需要了解并注意一些問題:
1、焊縫缺陷:不銹鋼法蘭的焊縫缺陷較嚴重,如果是采用手工機械打磨處理方法來彌補,那么產生的打磨痕跡,造成表面不均勻,會影響美觀;
2、打磨拋光鈍化不均勻:手工打磨拋光后進行酸洗鈍化處理,對面積較大的工件,很難達到均勻一致處理效果,不能得理想的均勻表面。還有它的缺點有工時費用,輔料費用也較高;
3、劃痕難除去:整體酸洗鈍化,在腐蝕介質存在的條件下會發生化學腐蝕或電化學腐蝕而生銹,也不能去除由于劃傷、焊接飛濺而粘附在不銹鋼表面的碳鋼、飛濺等雜質;
那么如何解決不銹鋼法蘭加工的問題呢?
1、選擇落料,完成后,進入下道工序,不銹鋼不同的工件根據加工的要求進入相應的工序;
2、折彎時要首先要根據圖紙上的尺寸,不銹304無縫鋼管料厚度確定折彎時用的刀具和刀槽,避免產品與刀具相碰撞引起變形是上模選用的關鍵(在同一個產品中,可能會用到不同型號的上模),下模的選用根據板材的厚度來確定。
3、為了焊接牢固,在要焊接的工件上打凸點,可以使凸點在通電焊接前與平板均勻接觸,以保證各點加熱的一致,同時也可以確定焊接位置,需要進行焊接,要調好預壓時間,保壓時間,維持時間,休止時間,保證工件可以點焊牢固。






引起彎管質量下降的主要原因分析及注意方法:
1、純彎曲時,管子在外力距M作用下其中性層外側臂壁受拉應力&1作用而減薄,內側受壓應力。作用而增厚,合力N1和N2使管子橫截面發生變化。基于這一因素,引起彎管質量下降主要原因為RX與SX所以,GBJ235—82中,對各種壓力等級情況下的RX值以及外側的減薄量均做了明確規定,目的是為了控制RX與SX的值,從而確保質量。
2、前條已講過,彎管時材料外側受拉,內側受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。
3、彎胎的精度也是影響彎管質量的因素之一。我們在彎胎制造時,除規格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據彎制管徑選擇相應的彎胎。
4、管材本身的可彎曲性能與表面腐蝕情況,亦可能影響到彎管質量。現場施工時,操作者亦需了解被加工管道的材料,加工性能和對表面腐蝕情況作出產判斷。
5、現提供R。(彎曲半徑/管外徑)關系曲線圖,供用戶在選擇管子直徑與壁厚關系時參考。反映相對彎曲半徑,相對壁厚對彎管質量的影響,根據管道加工的驗收規范:冷彎的鋼質管道為,中低壓為4D、高壓為5D。故我們的彎胎設計為R=4D(特殊情況另定),所以就我廠生產的彎管機而言主要以選擇相對壁厚SX為主,圖的上部為無芯軸區,圖的中部為普通芯軸區,圖的下部為特殊芯軸區。由于特殊芯軸設計制造均很困難,操作也不太方便,故一般我廠不予供貨。特別情況可另行商定。
6、成型過程中潤滑對產品質量的影響:
企業在傳統的彎管生產工藝中,為得到更好的彎管表面質量,會采取很多的辦法,其中包括:采用更先進的彎管機,用強度更高的模具,或者采用潤滑產品等辦法。

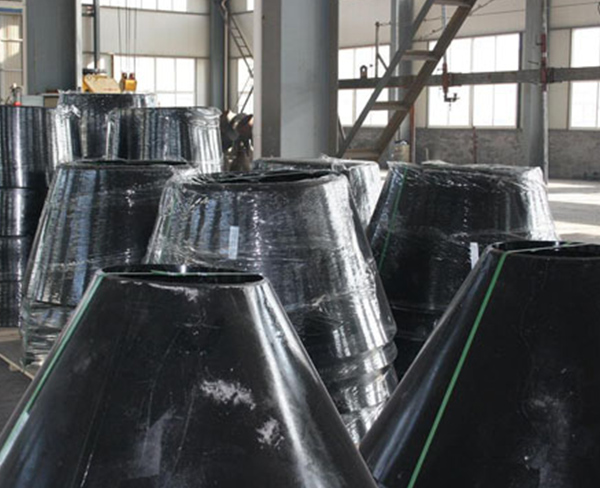
法蘭的適用范圍:由于法蘭具有良好的綜合性能,所以它廣泛用于化工、建筑、給水、排水、石油、輕重工業、冷凍、衛生、水暖、消防、電力、航天、造船等基礎工程。擠壓彎頭使用彎頭成型機,將管坯放入模具中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。采用內外模冷擠壓工藝制造的彎頭外形美觀、壁厚均勻、尺寸偏差小,所以冷擠壓生產制造工藝適用于薄壁不銹鋼彎頭的生產制造,這種工藝所使用的內外模精度要求高;對管坯的壁厚偏差要求也比較苛刻。法蘭鏈接方式多樣化。通常上下兩端外徑不是一樣的法蘭,一般是上外徑小于下外徑.他們能在一個相對固定的高度提供更好的壓力,特別是當能夠“伸縮”。旨在提供一種接近恒定的法蘭應變率和固體高度低于一個正常的法蘭。每一個法蘭采用了可變間距,以達到恒定的法蘭率和管道,偏轉過程中旋向提供了堅實的高度約等于兩線直徑。

本網站全力支持關于《中華人民共和國廣告法》實施的“違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





