


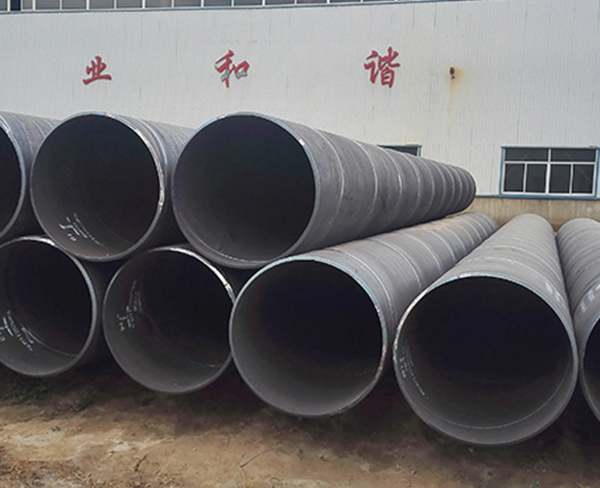

螺旋鋼管加工焊接:焊接之前應徹底除掉有害于焊接的銹 、油、水份、油漆等,選定適合鋼種的焊條。針對危害性的螺旋鋼管表面上問題則選擇切除或修磨的方法將其干凈。當對那些容許修磨的鋼管表面上問題完成修磨時,標準修磨處的深度和修磨點的形狀一定符合標準標準的標準。所以螺旋鋼管廠家為了更好地提升螺旋鋼管的表面質量,有時候還會對鋼管的內外表面上完成噴丸(砂)、砂磨或機加工車削處理。一些問題對鋼管的性能指標直接影響相對性小一些,被稱作常規性問題,如螺旋鋼管麻坑(面)、青線、擦(劃、碰)傷、輕度的內直道和外直道、輕度的內螺旋道和外螺旋道、矯凹、輥印等。盡管某些非常輕度的且對螺旋鋼管實用直接影響的常規問題能保留在鋼管上,但標準對其問題的深度和長度(大小)仍有非常嚴苛的局限。






點焊時間距比碳鋼點焊間距短,除掉焊渣時應使用螺旋鋼管刷。焊完以后,為了防止局部腐蝕或強度下降,應對表面進行研磨處理或清洗。產品廣泛應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是我國開發的二十個重點產品之一。怎么增加螺旋鋼管的穩定性能;一些小型鋼材、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼材以及價格高、易腐蝕的金屬制品,可存放入庫。

螺旋鋼管標準對于焊縫偏差的要求:
1.低壓流體輸送管道用螺旋縫埋弧焊鋼管,SY/T5037-2012標準中未規定。
2.石油天然工業輸送鋼管交貨技術條件1部分 A鋼管GB/T9711—2011 PSL1標準中規定只要無損檢驗證實焊縫完全焊透并充分融合,焊偏不能作為螺旋鋼管的拒收依據,
3.石油天然工業輸送鋼管交貨技術條件第2部分 B鋼管GB/T9711—2011 PSL2標準中規定T≤10時焊偏量不可以超過3mm;T>10時焊偏量不可超過4mm。
4.管線鋼管規范API Spec 5L標準中規定只要無損檢驗證實焊縫完全焊透并充分融合,焊偏不能作為螺旋鋼管拒收的依據,架空保溫鋼管也是以螺旋鋼管為工作鋼管,外層保護管為鐵皮管、鋁皮管、彩鋼板管、玻璃鋼管等,中間保溫層也是以聚氨酯發泡技術填充,架空保溫螺旋鋼管看名字的意思我們就知道是一種不需要埋在地下而架設在空中的保溫鋼管,通常應用在小區里面,小區供暖管道的重新鋪設應用多,因為有一些舊小區老舊管道淘汰需要重新鋪設,而小區早已建設而成,開挖地溝重新鋪設管道一是會破壞小區設施,二是會影響小區居民生活,所以選擇架空鋪設時的選擇,而架空鋁皮保溫螺旋鋼管就是的選擇。防腐螺旋鋼管在生產過程出現的流掛現象可分為五種類型:過厚型、低黏度型、接觸型、特殊形狀型、比重型。“鋼管防腐流掛”現象的主要類型是過厚型和低黏度型,次要類型是接觸型和特殊形狀,鋼管防銹涂料一般比重比較小,對于“防腐流掛”現象的影響可忽略。

本網站全力支持關于《中華人民共和國廣告法》實施的“違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





